

Memeriksa Komponen Sistem Pengapian
Langkah kerja atau hal-hal yang dilakukan dalam perawatan sistem pengapian konvensional adalah sebagai berikut:
Berikut akan dijelaskan satu persatu dari ketujuh langkah kerja dalam perawatan sistem pengapian konvensional.
A) Memeriksa secara visual kelainan pada komponen dan rangkaian sistem pengapian

Memeriksa secara visual komponen sistem pengapian
Pemeriksaan secara visual meliputi hal-hal berikut:
B) Memeriksa, membersihkan dan menyetel celah busi
Langkah-langkahnya adalah sebagai berikut:
 Cara melepas kabel busi yang benar
Cara melepas kabel busi yang benar

| Mengukur Celah Busi, Menyetel Celah Busi dan Membersihkan Busi |
Saat kita melakukan pengujian busi di luar silinder, kita dapat menyimpulkan busi masih baik, namun terdapat kemungkinan saat di dalam silinder busi mati karena busi bekerja pada tekanan lebih tinggi, sehingga kesimpulan kita salah, untuk mengatasi hal tersebut dibuat Spark plug cleaner and tester.
Cara menggunakan spark plug cleaner tester adalah sebagai berikut:
Membersihkan busi dengan spark plug cleaner tester

Spark plug cleaner tester
Memeriksa busi menggunakan spark plug cleaner tester
| Tekanan yang digunakan | Hasil pengujian yang seharusnya |
| Tekanan 2-3 kg/cm2 | Terjadi percikan api pada kaca pandang (9) |
| Tekanan 3-4 kg/cm2 | Terjadi percikan pada kaca pandang (9) dan (10) |
| Tekanan 5 kg/cm2 | Terjadi percikan pada kaca pandang (10) |
| Tekanan 2-3 kg/cm2 | Terjadi percikan api pada kaca pandang (10) saja berarti busi sudah jelek |
C) Memeriksa dan membersihkan kabel tegangan tinggi

Mengukur tahanan kabel tegangan tinggi/kabel busi
Hal yang harus diperhatikan: jangan menekuk atau menarik kabel berlebihan sebab dapat merusak kabel tegangan tinggi.
D) Memeriksa, membersihkan rotor dan tutup distributor
E) Memeriksa nok, centrifugal advancer dan vacum advancer

Memeriksa centrifugal advancer dan vacum advancer
F) Memeriksa koil Pengapian
Langkah-langkah dalam memeriksa koil pengapian yaitu:
Las busur listrik atau pada umumnya disebut las listrik termasuk suatu proses penyambungan logam dengan menggunakan tenaga listrik sebagai sumber panas. Elektroda mencairkan logam dasar dan membentuk terak las pada waktu yang bersamaan; ujung elektroda mencair dan bercampur dengan bahan yang di las. Memperbesar busur las adalah dengan cara memperbesar/ mempertinggi arus yang dapat diatur pada mesin las. Proses terjadinya pengelasan karena adanya kontak antara ujung elektroda dan material dasar sehingga terjadi hubungan pendek dan saat terjadi hubungan pendek tersebut tukang las (welder) harus menarik elektrode sehingga terbentuk busur listrik yaitu lompatan ion yang menimbulkan panas. Adapun perlengkapan las SMAW adalah : transformator DC/AC, elektroda, kabel massa, kabel elektroda, connectors, palu cipping, sikat kawat dan alat perlindungan diri yang sesuai. Sumber tegangan diklasifikasikan sebagai mesin las AC dan mesin las DC, mesin las AC biasanya berupa trafo las, sedangkam mesin las DC selain trafo juga ada yang dilengkapi dengan rectifier atau diode (perubah arus bolak balik menjadi arus searah) biasanya menggunakan motor penggerak baik mesin diesel, motor bensin dan motor listrik. Kabel masa dan kabel elektroda berfungsi menyalurkan aliran listrik dari mesin las ke material las dan kembali lagi ke mesin las.
Abstract. Electric arc welding or generally called electric welding includes a metal joining process using electric power as a heat source. The electrode melts the base metal and forms welding slag at the same time; the tip of the electrode melts and mixes with the material being welded. Enlarging the welding arc is by increasing the current that can be adjusted on the welding machine. The process of welding occurs because of the contact between the tip of the electrode and the base material so that a short circuit occurs and when a short circuit occurs, the welder must pull the electrode so that an electric arc is formed, namely a jump of ions that causes heat. The SMAW welding equipment is: DC/AC transformer, electrodes, mass cable, electrode cable, connectors, chipping hammer, wire brush and appropriate personal protective equipment. Voltage sources are classified as AC welding machines and DC welding machines, AC welding machines are usually in the form of a welding transformer, while DC welding machines in addition to transformers are also equipped with rectifiers or diodes (converting alternating current to direct current) usually using a driving motor, either a diesel engine , gasoline motors and electric motors. The mass cable and electrode cable function to distribute electricity from the welding machine to the welding material and back to the welding machine.
Kata kunci : Las Busur Listrik, Elektroda, Perlengkapan Las SMAW, Kabel massa dan Kabel Elektroda
Keywords: Electric Arc Welding, Electrodes, SMAW Welding Equipment, Mass Cable and Electrode Cable
=========================================================
PRINSIP KERJA LAS BUSUR LISTRIK MANUAL
Las busur listrik atau pada umumnya disebut las listrik termasuk suatu proses penyambungan logam dengan menggunakan tenaga listrik sebagai sumber panas. Jadi sumber panas pada las listrik ditimbulkan oleh busur api arus listrik, antara elektroda las dan benda kerja. Elektroda berselaput ini berfungsi sebagai bahan pengisi dan memberi perlindungan terhadap kontaminasi udara luar (atmosfir). Operator las memegang tang las (holder) yang berisolasi dan menarik busur pada posisi dimana sambungan dibuat. Tang las menjepit ujung elektroda yang tidak berselaput untuk mengalirkan arus listrik. Elektroda mencairkan logam dasar dan membentuk terak las pada waktu yang bersamaan; ujung elektroda mencair dan bercampur dengan bahan yang di las. Arus listrik yang butuhkan untuk menghasilkan busur las antara elektroda dan benda kerja adalah untuk mencairkan permukaan benda kerja dan ujung elektroda. Untuk itu, sangat penting menjaga kestabilan arus listrik selama elektrode menghasilkan busur listrik. Jika elektroda terlalu jauh, maka arus yang mengalir akan terhenti sehingga berakibat terhenti pula pembentukan busur las. Sebaliknya, jika terlalu dekat atau menyentuh/ menekan benda kerja, maka busur yang terjadi terlalu pendek/ tidak ada jarak, sehingga elektroda akan menempel pada benda kerja, dan jika hal ini agak berlansung lama, maka keseluruhan batang elektroda akan mencair.
Pada saat belum terjadinya busur las disebut “sirkuit terbuka“ (open circuit voltage /OCV) mesin las akan menghasilkan tegangan sebesar 45 – 80 Volt, sedangkan pada saat terjadinya busur las, disebut “sirkuit tertutup” (close circuit voltage /CCV) tegangan akan turun menjadi 20 – 35 Volt.

Memperbesar busur las adalah dengan cara memperbesar/ mempertinggi arus yang dapat diatur pada mesin las. Saat busur las terbentuk, temperatur pada tempat terjadinya busur las tersebut akan naik menjadi sekitar 6000° C, yaitu pada ujung elektroda dan pada titik pengelasan. Bahan mencair membentuk kawah las yang kecil dan ujung elektroda mencair membentuk butir-butir cairan logam yang kemudian melebur bersama-sama ke dalam kawah las pada benda kerja. Dalam waktu yang sama salutan (flux) juga mencair, memberikan gas pelindung di sekeliling busur dan membentuk terak yang melindungi cairan logam dari kontaminasi udara luar. Kecepatan mencair dari elektroda ditentukan oleh arus listrik yang dipakai, sehingga besarnya arus listrik yang digunakan berbanding lurus dengan panas yang dihasilkan.
Sebagai ilustrasi awal dalam memahami proses las busur manul, perhatikanlah gambar berikut.
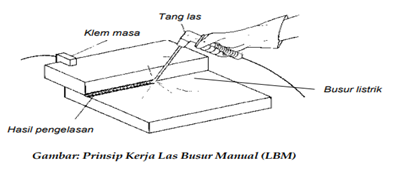
Dari gambar di atas, diperlihatkan salah satu bentuk konstruksi sambungan las dan bagaimana posisi benda kerja terhadap elektroda dan hasil lasil las.
Panas tersebut ditimbulkan oleh lompatan ion listrik yang terjadi antara katoda dan anoda (ujung elektroda dan permukaan plat yang akan dilas ). Panas yang timbul dari lompatan ion listrik ini besarnya dapat mencapai 4000 o sampai 4500 o Celcius. Sumber tegangan yang digunakan ada dua macam yaitu listrik AC ( Arus bolak balik ) dan listrik DC ( Arus searah ). Proses terjadinya pengelasan karena adanya kontak antara ujung elektroda dan material dasar sehingga terjadi hubungan pendek dan saat terjadi hubungan pendek tersebut tukang las (welder) harus menarik elektrode sehingga terbentuk busur listrik yaitu lompatan ion yang menimbulkan panas. Panas akan mencairkan elektrode dan material dasar sehingga cairan elektrode dan cairan material dasar akan menyatu membentuk logam lasan (weld metal). Untuk menghasilkan busur yang baik dan konstan tukang las harus menjaga jarak ujung elektroda dan permukaan material dasar tetap sama. Adapun jarak yang paling baik adalah sama dengan diameter elektroda yang dipakai.
Peralatan
Perlengkapan yang diperlukan untuk proses pengelasan SMAW adalah peralatan yang paling sederhana dibandingkan dengan proses pengelasan listrik yang lainnya. Adapun perlengkapan las SMAW adalah : transformator DC/AC, elektroda, kabel massa, kabel elektroda, connectors, palu cipping, sikat kawat dan alat perlindungan diri yang sesuai.

Gambar Skema peralatan las SMAW
Sumber Tegangan (power source)
Sumber tegangan diklasifikasikan sebagai mesin las AC dan mesin las DC, mesin las AC biasanya berupa trafo las, sedangkam mesin las DC selain trafo juga ada yang dilengkapi dengan rectifier atau diode (perubah arus bolak balik menjadi arus searah) biasanya menggunakan motor penggerak baik mesin diesel, motor bensin dan motor listrik. Gambar dibawah ini adalah mesin las DC, saat ini banyak digunakan mesin las DC karena DC mempunyai beberapa kelebihan dari pada mesin las AC yaitu busur stabil dan polaritas dapat diatur.

Gambar Mesin Las DC Gambar Mesin Las AC
Kabel masa dan kabel elektoda (ground cable and electrode cable)
Kabel masa dan kabel elektroda berfungsi menyalurkan aliran listrik dari mesin las ke material las dan kembali lagi ke mesin las. Ukuran kabel masa dan kabel elektroda ini harus cukup besar untuk mengalirkan arus listrik, apabila kurang besar akan menimbulkan panas pada kabel dan merusak isolasi kabel yang akhirnya membahayakan pengelasan. Sesuai dengan peraturan, kabel di antara mesin dan tempat kerja sebaiknya sependek mungkin. Menggunakan satu kabel (tanpa sambungan) jika jaraknya kurang dari 35 kaki. Jika memakai lebih dari satu kabel, sambungannya harus baik dengan menggunakan lock-type cable connectors. Sambungan kabel minimal 10 kaki menjauhi operator.

Gambar Kabel Elektroda
Pemegang elektroda dan klem masa a (holder and claim masa)
Pemegang elektrode berguna untuk mengalirkan arus listrik dari kabel elektrode ke elektrode serta sebagai pegangan elektrode sehingga tukang las tidak merasa panas pada saat mengelas. Klem masa berguna untuk menghubungan kabel masa dari mesin las dengan material biasanya klem masa mempunyai per untuk penjepitnya. Klem ini sangat penting karena apabila klem longgar arus yang dihasilkan tidak stabil sehingga pengelasan tidak dapat berjalan dengan baik.
Palu las dan sikat kawat (chipping hammer and wire brush)
Palu Ias digunakan untuk melepaskan dan mengeluarkan terak las pada logam Ias (weld metal) dengan jalan memukulkan atau menggoreskan pada daerah lasan. Berhati-hatilah membersihkan terak Ias dengan palu Ias karena kemungkinan akan memercik ke mata atau ke bagian badan lainnya. Jangan membersihkan terak las sewaktu terak las masih panas/merah. Sikat kawat dipergunakan untuk :
Karakteristik Listrik (Electrical Characteristic )
Sumber arus listrik dinyatakan dalam arus AC atau DC. Jika DC, polaritasnya juga harus ditentukan. Untuk menentukan sumber arus listrik apa dan polaritas yang mana yang dipakai perlu diperhatikan beberapa hal sebagai berikut :
Arus DC (direct current)
Arus AC (Alternating Current)
Elektroda (electrode)
Sebagian besar elektrode las SMAW dilapisi oleh lapisan flux, yang berfungsi sebagai pembentuk gas yang melindungi cairan logam dari kontaminasi udara sekelilingnya. Selain itu fluk berguna juga untuk membentuk terak las yang juga berfungsi melindungi cairan las dari udara sekelilingnya. Lapisan elektrode ini merupakan campuran kimia yang komposisisnya sesuai dengan kebutuhan pengelasan.
Menurut AWS (American Welding Society ) elektrode diklasifikasikan dengan huruf E dan diikuti empat atau lima digit sebagai berikut E xxxx (x) . Dua digit yang pertama atau tiga digit menunjukan kuat tarik hasil las tiga digit menunjukan kuat tarik lebih dari 100.000 psi sedangkan dua digit menunjukan kuat tarik hasil lasan kurang dari 100.000 psi.
Sebagai contoh elektrode E 6013 mempunyai kuat tarik 60.000 psi (42 Kg/mm2 ). Sedangkan angka digit ketiga atau keempat bagi yang kuat tariknya lebih besar 100.000 psi ( 70 Kg/mm2 ) digit selanjutnya menujukan posisi pengelasan, apabila angkanya 1 berarti untuk segala posisi.pengelasan, angka 2 berarti las datar atau horizonta l dan angka 3 menunjukan untuk pengelasan datar saja. Digit yang terakhir menunjukan jenis dari campuran kimia dari lapisan electrode.
Polaritas
Mesin Las arus DC dapat digunakan dengan dua cara yaitu polaritas lurus dan polaritas terbalik. Mesin las DC polaritas lurus (DC-) digunakan bila titik cair bahan induk tinggi dan kapasitas besar, untuk pemegang elektrodanya dihubungkan dengan kutub negatif dan logam induk dihubungkan dengan kutub positif, pada polaritas jenis ini panas yang diterima adalah 30 % pada elektroda dan 70 % pada benda kerja. sedangkan untuk mesin las DC polaritas terbalik (DC+) digunakan bila titik cair bahan induk rendah dan kapasitas kecil, untuk pemegang elektrodanya dihubungkan dengan kutub positif dan logam induk dihubungkan dengan kutub negatif. Pada jenis polaritas ini panas yang diterima benda kerja adalah 30 % dan pada elekrtoda 70 %, sehingga penembusan cairan las lebih dalam. Pilihan ketika menggunakan DC polaritas negatif atau positif adalah terutama ditentukan elektroda yang digunakan. Beberapa elektroda SMAW didisain untuk digunakan hanya DC- atau DC+. Elektroda lain dapat menggunakan keduanya DC- dan DC+ . pembagian masukan panas ditunjukan dalam table dibawah ini (Daryanto 2010)
=========================================================
Referensi

Sebenarnya ada banyak jenis las listrik, tapi umumnya ini yang banyak digunakan di indonesia. Jenis las seperti gambar disamping ini adalah arc welder, yaitu mesin las dengan elektroda sebagai bahan pengisi. Alat las jenis ini sulit untuk digunakan pada pengelasan besi tipis. Dengan alat las model ini kamu sudah bisa membuat pagar/kanopi sendiri!






















